Na afloop van deze unit moet je in staat zijn:
– De snelheid, aanzet en snedediepte te beschrijven.
– Het toerental te bepalen voor verschillende materialen en diameters.
– De draaisnelheid beschrijven.
– De voeding beschrijven.
Om elke machine efficiënt te kunnen bedienen, moet de verspaner het belang van snijsnelheden en voedingen leren. Er kan veel tijd verloren gaan als de machines niet op de juiste snelheid en voeding voor het werkstuk zijn ingesteld.
Om dit tijdverlies te elimineren, kunnen en moeten we aanbevolen metaal-verwijderingssnelheden gebruiken die zijn onderzocht en getest door staal- en snijgereedschapfabrikanten. We kunnen deze snijsnelheden en verspaningspercentages vinden in onze appendix of in het machinehandboek.
We kunnen de voeding op een motordraaibank regelen door gebruik te maken van de wisseltandwielen in de snelwisselbak. Ons leerboek beveelt aan om waar mogelijk slechts twee sneden te nemen om een diameter op maat te brengen: een grove snede en een eindsnede.
Het is mijn ervaring om ten minste drie sneden te nemen. Een om snel overtollig materiaal te verwijderen: de voorsnede, een snede om de afwerking vast te stellen en om de druk op het gereedschap in te stellen, en een snede om de snede af te werken.
Als u de hele dag schroefdraad zou snijden: dag in, dag uit. U zou de draaibank kunnen instellen op slechts twee snedes. Eén snede om al het materiaal op 0,002 of 0,003 na te verwijderen en de laatste snede om de maat te houden en af te werken.
Heeft u gemerkt dat wanneer u een zeer kleine snede van 0.001 tot 0.002 op de draaibank maakt, de afwerking meestal slecht is, en dat op de ruwe snede die u voorafgaand aan deze zeer lichte snede maakte, de afwerking goed was? De reden hiervoor is: enige druk op het gereedschap is wenselijk bij het maken van afwerkingssneden.
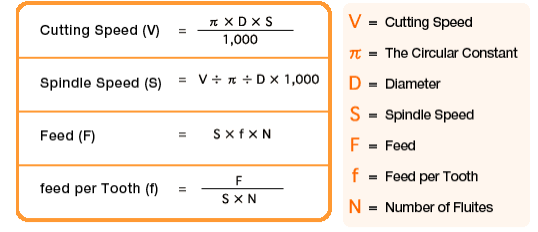
IPM = Inches Per Minute
RPM = Revolutions Per Minute
Feed = IPM
#T = Aantal tanden in frees
Feed/Tooth = Chip belasting per tand toegestaan voor materiaal
Spaander/tand = Toevoer per tand toegestaan voor materiaal
Voedingssnelheid = Spaandertand × #T × RPM
Voorbeeld: Materiaal = Aluminium 3″ Snijder, 5 Tanden Spaanbelasting = 0,018 per tand Toerental = 3000 IPS = 0,018 × 5 × 3000 = 270 Inch Per Minuut
Snelheid, Aanzet, en Diepte van Snede
1. Snijsnelheid wordt gedefinieerd als de snelheid (meestal in voet per minuut) van een gereedschap wanneer het het werk snijdt.
2. Aanzet wordt gedefinieerd als de afstand die het gereedschap aflegt tijdens één spindelomwenteling.
3. Aanzet en snijsnelheid bepalen de snelheid van de materiaalafname, het benodigde vermogen en de oppervlakteafwerking.
4. Aanzet en snijsnelheid worden meestal bepaald door het materiaal dat wordt gesneden. Daarnaast moet nog rekening worden gehouden met de diepte van de snede, de grootte en conditie van de draaibank, en de stijfheid van de draaibank.
5. Ruwe snedes (0.01 in. tot 0.03 in. snijdiepte) voor de meeste aluminiumlegeringen worden uitgevoerd bij een voedingssnelheid van 0.005 inch per minuut (IPM) tot 0.02 IPM terwijl de afwerking (0.002 in. tot 0.012 in. snijdiepte) wordt uitgevoerd bij 0.002 IPM tot 0.004 IPM.
6. Naarmate de zachtheid van het materiaal afneemt, neemt de snijsnelheid toe. Bovendien neemt de snijsnelheid toe naarmate het materiaal van het snijgereedschap sterker wordt.
7. Vergeet niet dat voor elke duizendste snedediepte de diameter van de voorraad met twee duizendste wordt verkleind.
Staal IJzer Aluminium Lood
Figuur 1: Verhoging van de snijsnelheid op basis van de hardheid van het werkmateriaal
Koolstof Staal Hoge Snelheidsstaal Carbide
Figuur 2: Verhoging van de snijsnelheid op basis van de hardheid van het snijgereedschap
Snijsnelheden:
De snijsnelheid van een werkstuk op een draaibank kan worden gedefinieerd als de snelheid waarmee een punt op de werkomtrek langs het snijgereedschap beweegt. De snijsnelheid wordt altijd uitgedrukt in meter per minuut (m/min) of in voet per minuut (ft/min). De industrie eist dat bewerkingen zo snel mogelijk worden uitgevoerd; daarom moeten de gangbare snijsnelheden worden gebruikt voor het soort materiaal dat wordt gesneden. Bij een te hoge snijsnelheid breekt de snijkant van het snijgereedschap snel af, waardoor tijd verloren gaat om het gereedschap te reviseren. Bij een te lage snijsnelheid gaat er tijd verloren voor de bewerking, wat resulteert in lage productiesnelheden. Gebaseerd op onderzoek en testen door staal- en snijgereedschapfabrikanten, zie onderstaande snijsnelheidstabel voor draaibanken. De onderstaande snijsnelheden voor sneldraaistaal worden aanbevolen voor een efficiënte metaalafname. Deze snelheden kunnen enigszins worden gevarieerd om factoren zoals de conditie van de machine, het soort werkmateriaal en zand of harde plekken in het metaal te verschuiven. Het toerental waarop de draaibank moet worden ingesteld voor het snijden van metalen is als volgt:
Om het toerental van de draaibank te bepalen terwijl u er procedures op uitvoert:
Formule: RPM = (Snijsnelheid x 4) / Diameter
We moeten eerst uitzoeken wat de aanbevolen snijsnelheid is voor het materiaal dat we gaan bewerken.
Leer het machinehandboek en andere gerelateerde bronnen te gebruiken om de informatie te verkrijgen die u nodig hebt.
VOORBEELD: Hoe snel moet een 3/8 inch boor draaien bij het boren van zacht staal?
Vanuit de aanbevolen snijsnelheid uit de hand-outs van de les, gebruik je een snijsnelheid van 100 voor zacht staal.
(100 x 4) / .375 = 1066 RPM
Wat zou het toerental zijn als we een werkstuk met een diameter van .375 diameter werkstuk uit zacht staal op de draaibank draaien?
RPM = 100 X4 / 1.00 = 400 RPM
Aanbevolen snijsnelheden voor zes materialen in RPM
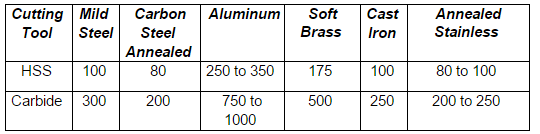
Deze tabellen zijn voor HSS gereedschappen. Bij gebruik van hardmetaal kunnen de snelheden worden verhoogd.
Draaiaandrijving:
De aanzet van een draaibank is de afstand die het snijgereedschap per omwenteling van de spil over de lengte van het werkstuk aflegt. Als de draaibank bijvoorbeeld is ingesteld op een voeding van 0,020 inch, dan zal het snijgereedschap bij elke volledige omwenteling van het werkstuk 0,020 inch over de lengte van het werkstuk bewegen. De voeding van een draaibank is afhankelijk van de snelheid van de geleidingsschroef of de voedingsstaaf. De snelheid wordt geregeld door de wisseltandwielen in de snelwisselbak.
Wanneer mogelijk, moet slechts twee sneden worden genomen om een diametersnede te brengen. Aangezien het doel van een grove snede is om snel overtollig materiaal te verwijderen en de oppervlakteafwerking niet al te belangrijk is. Er moet een grove voeding worden gebruikt. De afwerkingssnede wordt gebruikt om de diameter op maat te brengen en een goede oppervlakteafwerking te produceren en daarom moet een fijne aanzet worden gebruikt.
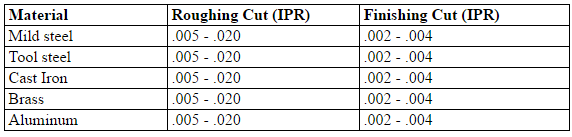
De aanbevolen aanzetten voor het snijden van verschillende materialen bij gebruik van een snijstaal met hoge snelheid staan in onderstaande tabel. Voor algemene bewerkingen wordt een voeding van .005 – .020 inch voor het voorbewerken en een voeding van .012 tot .004 inch voor het afwerken aanbevolen.
Om de juiste voedingssnelheid voor het boren te selecteren, moet u rekening houden met verschillende factoren.
1. Diepte van het gat – spaanafvoer
2. Materiaalsoort – bewerkbaarheid
3. Koelmiddel – vloed, nevel, borstel
4. Grootte van de boor
5. Hoe sterk is de opstelling?
6. Gatafwerking en nauwkeurigheid
Aanzet bij het draaien:
Voor algemene bewerkingen gebruikt u een aanbevolen aanzet van .005 – .020 inch per omwenteling voor voorbewerken en een .002 – .004 inch per omwenteling voor afwerken.
Voedingen voor verschillende materialen (met HSS snijgereedschap)
Snelheden instellen op een draaibank:
De draaibanken zijn ontworpen om te werken met verschillende spilsnelheden voor de bewerking van verschillende materialen. Die snelheden worden gemeten in RPM (omwentelingen per minuut) en worden gewijzigd door de kegelrollen of tandwielniveaus. Bij een riemaangedreven draaibank worden verschillende snelheden verkregen door de platte riem en de achteraandrijving te verwisselen. Bij een draaibank met tandwieloverbrenging worden de snelheden veranderd door de snelheidshefbomen in de juiste stand te zetten volgens de RPM-tabel die op de draaibank is bevestigd (meestal op de kop). Plaats tijdens het verplaatsen van de hendels één hand op de voorplaat of klauwplaat, en vorm de voorplaat langzaam met de hand. Hierdoor kunnen de hendels zonder te botsen in de tandwieltanden grijpen. Verander nooit van snelheid als de draaibank draait op lieren die zijn uitgerust met variabele snelheidsaandrijvingen, de snelheid wordt veranderd door een draaiknop of hendel te draaien terwijl de machine draait.
Het instellen van de aanzetten:
De voeding van een draaibank, of de afstand die de slede aflegt per omwenteling van de spindel, hangt af van de snelheid van de voedingsstang of de geleidingsschroef. Dit wordt geregeld door de wisseltandwielen in de snelwissel tandwielkast. Deze snelwisselbak wordt aangedreven door de spindel van het kopstuk via de eindoverbrenging. Een aanzet- en schroefdraadtabel aan de voorzijde van de snelwisselbak geeft de verschillende aanzetten en metrische spoed of schroefdraad per inch aan die verkregen kunnen worden door de hendels in de aangegeven posities te zetten.
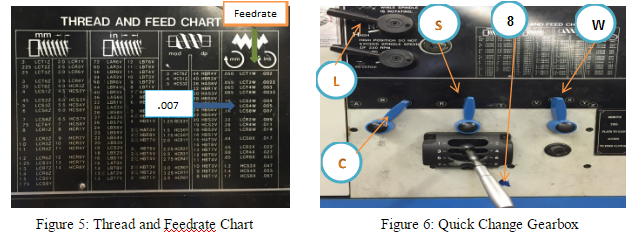
De aanzet van de Acura draaibank instellen:
Voorbeeld:
1. Selecteer de gewenste aanvoersnelheid op de tabel (zie afbeelding 2)
2. Selecteer de federate van .007 – LCS8W (zie afbeelding 2)
3. L = Selecteer de hendel High/Low (zie afbeelding 3)
4. C = Selecteer Feed Ranges en verander in C op deze hendel (zie afbeelding 3)
5. S = Selecteer Voerbereik en verander bij deze hendel naar S (zie figuur 3)
6. 8 = Selecteer Versnellingsbak en verander bij deze hendel naar 8 (zie figuur 3)
7.W = Selecteer Feed Ranges en verander de waarde op deze hendel in W (zie figuur 3) Controleer voordat u de draaibank aanzet of alle hendels volledig zijn ingeschakeld door de spindel van de kop met de hand te draaien en te kijken of de voedingsstang draait.
UNIT TEST
1. Wat is IMP en RPM?
2. Wat is de formule voor de Aanvoersnelheid?
3. Wat zou het RPM zijn als we een werkstuk met een diameter van 1,00″ uit zacht staal zouden draaien, met HSS snijgereedschap?
4. Wat zou het RPM zijn als we een werkstuk met een diameter van 1,00″ uit zacht staal zouden draaien, met Carbide snijgereedschap?
5. De snijsnelheid voor koolstofstaal en de te bewerken werkstukdiameter is 6,00″. Vind het juiste toerental.
6. Een centerboor heeft een 1/8″ boorpunt. Vind het juiste toerental voor koolstofstaal.
7. Als de snijsnelheid van aluminium 300 sfm is en het werkstuk heeft een diameter van 4.00″, wat is dan het toerental?
8. Wat is de ruw- en afwerkfrees voor aluminium?
9. Stel de aanvoersnelheid voor de voorbewerking in volgens figuur 5.
10. Stel de afwerkfrees feederate in van figuur 5.